Welding defects are very common issues that arise due to poor quality control and quality assurance process. Further, incorrect practices, unskilled workers, etc. also are key reasons for the welding defects.
Firstly let’s see what is welding
According to the oxford, welding is defined as joint together (metal parts) by heating the surfaces to the point of melting with a blowpipe, electric arc, or other means, and uniting them by pressing, hammering, etc.
Why do we need welding?
Welding is very essential for many industries. Most of the fabrication is done by welding in steel structures. We use bolts on special occasions and we use welding in most places.
Now let’s discuss the type of welding defects.
Welding Defects
Mainly there is the following type of defects.
- Undercut
- Slag inclusions
- Incomplete Penetration
- Lack of fusion
- Porosity
- Hydrogen, Heat-effected zone or cold cracking
- Solidus, weld metal solidification or hot cracking
- Lamellar tearing
Let’s discuss, each type of defect in detail.
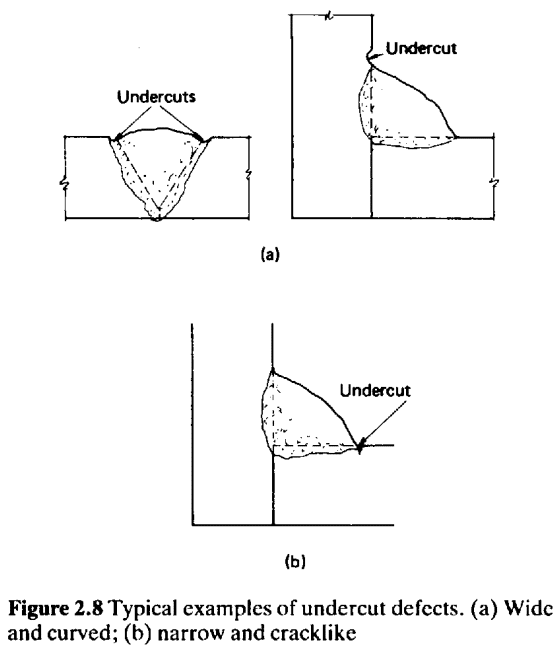
Undercut
This is a welding defect that reduces the cross-section thickness of the base metal. As a result of this, the cross-sectional capacity will be reduced.
The main reasons for the undercut are as follows.
- Excessive current or heat that causes the edge of the base metal to melt and drain into the weld.
- Poor welding techniques such as not the adequate filling of filler metal.
- Use of incorrect filler metal that causes temperature gradient between centre of the weld and surface of the weld.
- Incorrect electrode angle
- Use of dampened electrode
- Excessive arc length
- Slow speed
Slag Inclusions
Slag inclusion in the weld reduces its strength considerably if a high amount of slag is contained within the metal filler.
Slag is non-metallic particles derived from the flux. It traps within the weld due to incorrect welding practices. These types of welding defects are common but the amount of slab within the weld results in reducing the strength of the weld.
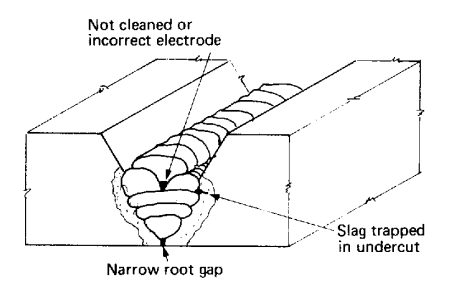
Some of the importance of aspects about slab inclusions are as follows.
- Slab inclusions cause when multi-pass welds are done. Inadequate cleaning between each pass leads to collect slag within the weld. A higher continuous cross-section with slag reduces the strength of the weld.
- Incorrect welding practices lead to collecting the slab within the weld.
- When the weld is to be done in a too narrow location, it also could lead to collect the slag.
- If a skilled person is doing the welding, slab inclusion could be avoided if he does the welding with much care.
Incomplete Penetration
When the filling is done there could be changes in not filling the cut from the welding metal. This could be observed during the multiple welds.
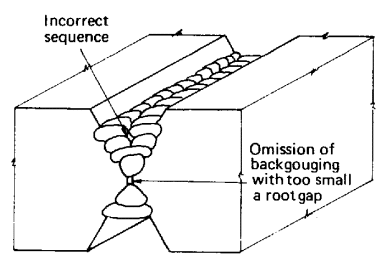
Some of the important facts about incomplete penetration welding defects are as follows.
- This could cause due to the too low current used for the welding
- Too low inclined angle of the electrode also results in this kind of defect.
- Geometric problems such as the size of the electrode being too large for the molten weld pool.
- Having a very small root gap could lead to creating cavities. It is very difficult to rectify the defects of this nature.
Lack of Fusion
These defects are less significant welding defects than lack of penetration.
This defect is a lack of fusion between two welding runs or a lack of fusion between welding and base metal.
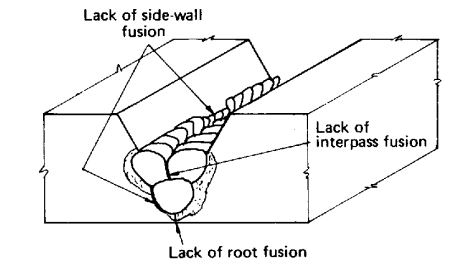
- This defect could be formed due to the lack of penetration
- Contamination of rust
- Mill scale of the joint surface
Porosity
The porosity of the weld is caused by entrapping the gas within the weld. These types of defects could reduce the strength of the weld depending on the number of cavities within the weld.
- Porosity occurs due to the gas solubility of the weld pool that diminishes when cooling.
- Generally, the cavities are spherical. However, they could be elongated to different shapes.
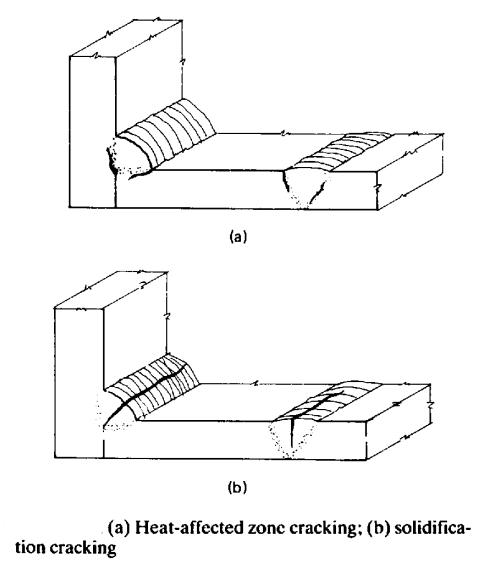
Hydrogen, Heat-effected zone or cold cracking
These types of cracks occur in the heat-affected zone.
- These types of cracks occur as the heated zone temperature drops below 3000C.
- These cracks might not occur until some time after welding.
- These types of cracks are mostly during the service stage of the structure.
The following can be considered as the main reasons for the formation of these types of cracks.
- Cooling rate of the welded metal affects the properties of the material. Depending on the rate of hardening, the material could lose ductility.
- Inclusion of moisture with the introduction of hydrogen weld arc zone or hydrocarbon contamination.
- Formation of the microscopic void with high pressure in the weld with the introduction of the hydrogen weld arc zone.
Key Parameter to be Considered to avoid cracking of welds.
- Material composition
The ductility of the material depends on the Carbon Equivalent Value. It shall be maintained at an acceptable level.
According to the general norms, if the carbon equivalent value reaches 0.41% and/or plate thickness reaches 30mm there is a significant chance of hydrogen cracking. Necessary preclusions shall be taken to avoid cracking.
- Hydrogen Level
- Cooling Rate
- Restrains
Solidus, weld metal solidification or hot cracking
These types of welding defects reduce the strength of the weld significantly. It is a formation of longitudinal cracks along the weld.
The cracking could occur shortly after the welding metal is solidified. The pattern of cracks is indicated in the above figure.
The following could be considered as some important factors to occur these types of welding defects.
- Middle zone of the weld is the zone that gets harden latterly.
- Since most impurities have lower melting points, those materials will be collected in those zones. It could lead to cracking.
- Even after the solidification, the weld continues to cool and it creates the contractions. Weak zones in the weld could crack due to these contractions.
Lamellar Tearing
These defects cause due by the rolling process of the metal and the shrinkage strain that occurs after the welding. This is very important in welding connection designs.
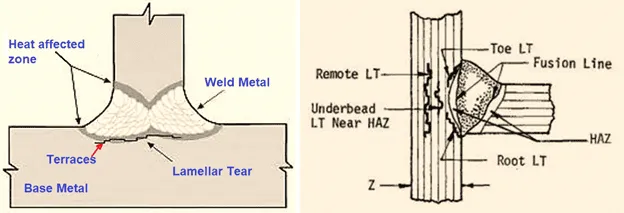
It steps like a crack in base metal parallel to the base metal plate and weld fusion boundary.
This is caused by the tensile stress developed in the through-thickness direction of the base metal and low-quality base metal materials, high level of impurities and inclusion parallel to the metal surface.
Lamellar tearing usually occurs internally and can be observed visually.
Reference for article: Book – Structural Steelwork Connections
Some of the Related Articles on Steel Structures Design are as Follows.
- Single Angle Design for Tension as per EC3
- Bolt Connection Design Using Eurocode 3
- Single Angle Section Design Worked Example
- Steel Column Design EC3 Worked Example
- Steel Column Design using Eurocode 3
- Steel Beam Design Worked Example [Universal Beam]
- Lateral Torsional Buckling [Theory and Calculation]
- Steel Beam Design as per BS 5950
- Classification of UB Section as per BS 5950

